-
1 соединение с прямолинейным скосом кромки или кромок
Drilling: bevel-groove joint, bevelled jointУниверсальный русско-английский словарь > соединение с прямолинейным скосом кромки или кромок
-
2 обрезка кромок
обрезка кромок
Механическая зачистка кромок, образовавшихся при распиливании, отрезке или листовой штамповке.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > обрезка кромок
-
3 загиб кромок
загиб кромок
Загиб кромки на 180° в два приема. Сначала делается загиб на острый угол, затем загиб закрывается, используя плоскую плашку или пуансон.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > загиб кромок
-
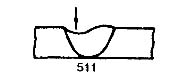
4 неполностью заполненная разделка кромок
неполностью заполненная разделка кромок
Продольная непрерывная или прерывистая канавка на поверхности сварного шва из-за недостаточности присадочного металла при сварке.
[ ГОСТ 30242-97]Тематики
- сварка, резка, пайка
Обобщающие термины
EN
FR
- manque d’épaisseur
Русско-английский словарь нормативно-технической терминологии > неполностью заполненная разделка кромок
-
5 подгибка кромок
подгибка кромок
Подготовительная операция технологического процесса производства прямошовных сварных труб большого диаметра из листовых заготовок с использованием прессового формования. Выполняется на трех- или четырехклетевом кромкогибочном стане.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > подгибка кромок
-
6 лопатка для обработки кромок
Engineering: edger (бетона или штукатурки), edging trowel (бетона или штукатурки)Универсальный русско-английский словарь > лопатка для обработки кромок
-
7 наплыв у кромок листа
1) Engineering: list edge (олова или цинка)2) Metallurgy: (олова или цинка) list edgeУниверсальный русско-английский словарь > наплыв у кромок листа
-
8 облой у кромок листа
Makarov: (олова или цинка) list edgeУниверсальный русско-английский словарь > облой у кромок листа
-
9 сварка с неполным раздавливанием кромок
Metallurgy: (точечная или роликовая) semimash weldingУниверсальный русско-английский словарь > сварка с неполным раздавливанием кромок
-
10 наплыв (олова или цинка) у кромок листа
Metallurgy: list edgeУниверсальный русско-английский словарь > наплыв (олова или цинка) у кромок листа
-
11 облой (олова или цинка) у кромок листа
Makarov: list edgeУниверсальный русско-английский словарь > облой (олова или цинка) у кромок листа
-
12 прикатчик кромок браслетов или крыльевых лент
Polymers: end stitcherУниверсальный русско-английский словарь > прикатчик кромок браслетов или крыльевых лент
-
13 сварка (точечная или роликовая) с неполным раздавливанием кромок
Metallurgy: semimash weldingУниверсальный русско-английский словарь > сварка (точечная или роликовая) с неполным раздавливанием кромок
-
14 соединение кромок досок в четверть или взакрой
Construction: shiplapУниверсальный русско-английский словарь > соединение кромок досок в четверть или взакрой
-
15 устройство для покрытия почвой кромок мульчирующей плёнки или бумаги
Makarov: edge-covering unitУниверсальный русско-английский словарь > устройство для покрытия почвой кромок мульчирующей плёнки или бумаги
-
16 соединение с прямолинейным скосом кромки
1) Engineering: bevel-groove joint (или кромок), beveled joint (или кромок)2) Oil: bevelled jointУниверсальный русско-английский словарь > соединение с прямолинейным скосом кромки
-
17 температура деформации
3.1 температура деформации (deformation temperature), DT: температура, при которой появляются первые признаки оплавления и скругления верхушки или кромок испытуемого образца вследствие его размягчения или происходит наклон вершины пирамиды.
Примечание - Усадка (сжатие) или искривление испытуемого образца, а также появление на нем трещин или заусенцев не считаются признаками деформации, и их следует игнорировать, если вершина и кромки образца остаются острыми. Однако для некоторых твердых минеральных топлив температура, при которой начинается усадка испытуемого образца, представляет интерес, и потому ее следует отметить в протоколе среди особенностей, замеченных во время определения.
Источник: ГОСТ Р 54238-2010: Топливо твердое минеральное. Определение плавкости золы оригинал документа
Русско-английский словарь нормативно-технической терминологии > температура деформации
-
18 соединение со скосом кромки
Engineering: chamfered joint (или кромок)Универсальный русско-английский словарь > соединение со скосом кромки
-
19 стальные трубы для электропроводок
стальные трубы для электропроводок
-EN
electrical metallic conduit
EMC
Conduit, usually fabricated of steel, which encloses electrical wiring, thereby protecting the wiring from outside damage. The difference between electrical metallic conduit and electrical metallic tubing (EMT) is that conduit is heavy-walled and usually has threaded ends; in contrast, tubing is thinner and is not threaded. Between these two is an intermediate metallic conduit (IMC), which is 25 percent lighter and less costly than EMT; it may be threaded or threadless.
[ http://www.answers.com/topic/electrical-metallic-conduit-emc-1]7.2. Заготовка стальных труб включает операции очистки, окраски, сушки, резки, изгибания труб, снятия фасок, нарезки или накатки резьбы. Заготовленные прямые и угловые элементы труб комплектуют, маркируют, пакетируют или загружают в контейнеры, а также собирают в пакеты и блоки.
7.3. Перед окрашиванием трубы следует зачищать механическим способом (вращающимися металлическими ершами внутреннюю поверхность и щетками - наружную) или обрабатывать химическими методами, например, преобразователями ржавчины в соответствии с рекомендациями заводов-изготовителей.
7.4. При наличии на внутренней поверхности грата, который может повредить изоляцию проводов или кабелей при их прокладке, его необходимо удалить или притупить. Наиболее простой способ удаления грата - обкатка труб с помощью шестигранника.
7.5. Стальные трубы, поверхность которых не имеет антикоррозионных покрытий, должны быть окрашены лакокрасочными материалами: снаружи и изнутри при прокладке в установках с химически активными средами; только снаружи - при открытой прокладке в сухих, влажных, сырых, особо сырых, пыльных, жарких помещениях, наружных установках и в грунте. Трубы не следует окрашивать при прокладке в подливке пола, фундаментах и заштукатуриваемых бороздах.
7.6. Номенклатура лаков и красок для антикоррозионной защиты труб приведена в прил. 16.
7.7. Стальные трубы можно окрашивать, окуная их в ванну с краской и просушивая затем конвекционным или терморадиационным способами.
Применяют также окрашивание заготовленных трубных элементов методом распыления краски.
7.8. Окончательная окраска открыто проложенных труб и опорно-поддерживающих конструкций должна производиться генподрядной организацией в соответствии с требованиями дизайна помещения (установки) и учетом окружающей среды.
7.9. Резку труб следует выполнять на трубоотрезном механизме СОТ. Рекомендуется также применять плазменную резку труб с применением аппаратов АПР-403 (производства степанаванского завода), А1612 (производства института электросварки им. Патона) или им подобных.
7.10. Для снятия заусенцев и притупления кромок рекомендуется использовать универсальный райбер РУ и хвостовики ХК-1 и ХФ-1.
Нарезку резьбы на трубах следует выполнять на трубонарезном механизме СНТ с резьбонарезной головкой. На легких водогазопроводных и электросварных трубах резьба должна накатываться с помощью резьбонакатных головок ВНГТ или плашками завода «Фрезер».
7.11. Для изгибания труб рекомендуется применять универсальный трубогиб УШТМ-2. Для труб диаметром 16-40 мм используют штатные сегменты и ролики, а для труб большого диаметра - сегменты и ролики специального изготовления.
Технические данные механизмов приведены в прил. 17.
7.12. Перемещение труб на технологических линиях после каждой операции должно быть механизировано, для этого следует применять тележки, наклонные стеллажи, рольганги, кран-балки, тельферы.
7.13. Рекомендуемая компоновка технологической линии по обработке стальных труб с предварительной окраской приведена на рис.9, технические данные линии в прил. 18.
7.14. При заготовке труб необходимо учитывать следующее: трубы по ГОСТ 3262-75* выпускаются черными и оцинкованными, а по ГОСТ 10704-76 только черными; легкие трубы (ГОСТ 3262-75*) по согласованию с потребителем поставляются с накатанной резьбой; для использования муфт по ГОСТ 8966-75 на водогазопроводных трубах по ГОСТ 3262-75* должна нарезаться трубная цилиндрическая резьба по ГОСТ 6357-81 класса В.
Для изгибания и заготовки угловых элементов рекомендуется использовать трубы по ГОСТ 3262-75*, для прямых элементов - трубы по ГОСТ 10704-76.
7.15. Для соединения труб без резьбы, прокладываемых открыто в помещениях с нормальной средой, допускается применять гильзы из листовой стали, отрезки труб большего диаметра и раструбные муфты дли соединения труб сваркой. Эскиз раструбной муфты приведен на рис. 10, размеры - в табл. 10. Муфты следует изготовлять в МЭЗ из мерных отрезков труб методом выдавливания раструбов с предварительным разогревом или методом холодной раскатки
[Министерство архитектуры, строительства и жилищно-коммунального хозяйства. Концерн «ЭЛЕКТРОМОНТАЖ». Инструкция по монтажу электропроводок в трубах]Тематики
- электропроводка, электромонтаж
Действия
- изгибание труб трубогибом
- накатка резьбы на трубах
- нарезка резьбы на трубах
- окраска
- притупление кромок
- резка
- снятие заусенцев с кромок
- снятие фасок
- сушка
- чистка
EN
Русско-английский словарь нормативно-технической терминологии > стальные трубы для электропроводок
-
20 edge preparation
подготовка кромок ( полосовой или листовой заготовки для сварных труб); разделка кромок; см. также groove; X-cutподготовка [разделка] кромок полосы ( под сварку)Англо-русский словарь промышленной и научной лексики > edge preparation
См. также в других словарях:
Смещение кромок — (507) Несовпадение уровней расположения внутренних и наружных поверхностей свариваемых (сваренных) деталей в стыковых сварных соединениях, рис. ПА 19 Источник: РД 34.10.130 96: Инструкция по визуальному и измерительному контролю 3.1.23 смещение… … Словарь-справочник терминов нормативно-технической документации
Обрезка кромок — Cut edge Обрезка кромок. Механическая зачистка кромок, образовавшихся при распиливании, отрезке или листовой штамповке. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО Профессионал , НПО Мир и семья ; Санкт Петербург,… … Словарь металлургических терминов
Повреждение углов и кромок гипсокартонного листа — отбитости (вмятины) углов и кромок совместно с картоном или только одного гипсового сердечника... Источник: ГОСТ 6266 97. Межгосударственный стандарт. Листы гипсокартонные. Технические условия (введен в действие Постановлением Госстроя РФ от… … Официальная терминология
обрезка кромок — Механическая зачистка кромок, образовавшихся при распиливании, отрезке или листовой штамповке. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN cut edge … Справочник технического переводчика
Повреждение углов и кромок гипсокартонного листа — Повреждение углов и кромок гипсокартонного листа – отбитости (вмятины) углов и кромок совместно с картоном или только одного гипсового сердечника. [ГОСТ 6266 97] Рубрика термина: Гипс Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материалов
Водорез, или грен — # А Б В Г Д Е Ё Ж З И Й К Л М Н О П Р С Т У Ф Х Ц Ч Ш Щ Ы … Википедия
Загиб кромок — Hemming Загиб кромок. Загиб кромки на 180° в два приема. Сначала делается загиб на острый угол, затем загиб закрывается, используя плоскую плашку или пуансон. (Источник: «Металлы и сплавы. Справочник.» Под редакцией Ю.П. Солнцева; НПО… … Словарь металлургических терминов
повреждение углов и кромок гипсокартонного листа — отбитости (вмятины) углов и кромок совместно с картоном или только одного гипсового сердечника. (Смотри: ГОСТ 6266 97. Листы гипсокартонные. Технические условия.) Источник: Дом: Строительная терминология , М.: Бук пресс, 2006 … Строительный словарь
загиб кромок — Загиб кромки на 180° в два приема. Сначала делается загиб на острый угол, затем загиб закрывается, используя плоскую плашку или пуансон. [http://www.manual steel.ru/eng a.html] Тематики металлургия в целом EN hemming … Справочник технического переводчика
неполностью заполненная разделка кромок — Продольная непрерывная или прерывистая канавка на поверхности сварного шва из за недостаточности присадочного металла при сварке. [ГОСТ 30242 97] Тематики сварка, резка, пайка Обобщающие термины нарушение формы шва EN incompletely filled groove… … Справочник технического переводчика
подгибка кромок — Подготовительная операция технологического процесса производства прямошовных сварных труб большого диаметра из листовых заготовок с использованием прессового формования. Выполняется на трех или четырехклетевом кромкогибочном стане.… … Справочник технического переводчика